Powering Efficient Material Flow: The Versatile Application Prospects of the Vibrating Feeder Conveyor
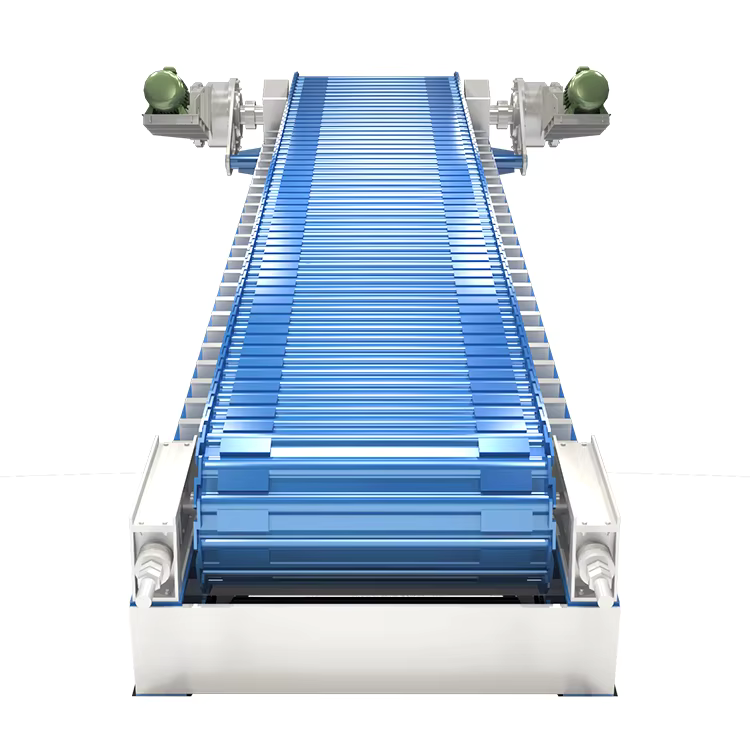
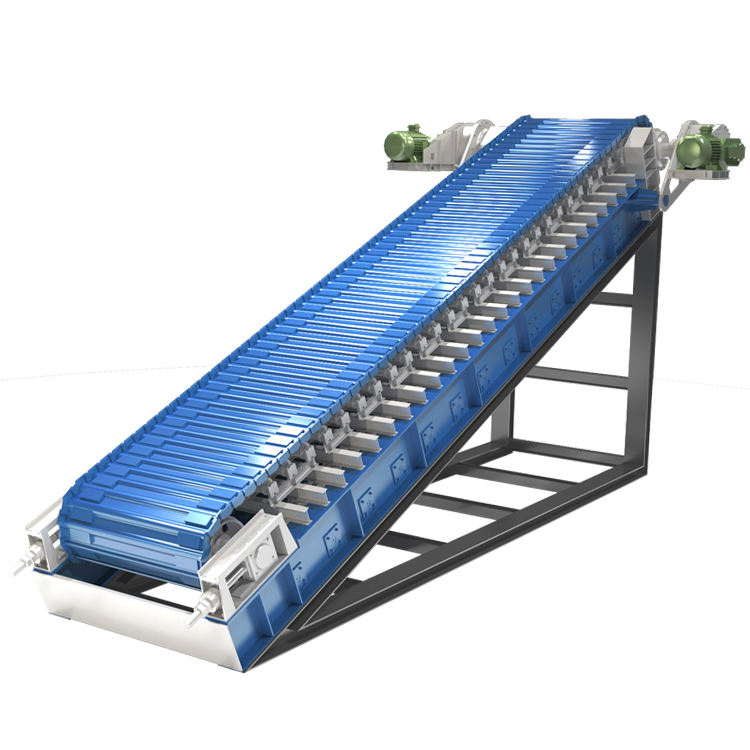
In the demanding sectors of mining and aggregate processing, the vibrating feeder conveyor is the critical link that ensures continuous, controlled material flow. This equipment excels in feeding raw, bulk materials like ores, coal, and blasted rock from storage hoppers to crushers, screens, and conveyors with unmatched reliability. By regulating feed rates and preventing material bridging, it optimizes the entire primary crushing circuit, protecting downstream machinery from shock loads and maximizing system throughput. Henan Zhongyu Dingli Intelligent Equipment designs heavy-duty vibrating feeder conveyors built to withstand the most abrasive conditions, providing the robust performance necessary for 24/7 mining and quarry operations, directly translating to higher productivity and lower operational costs.
The recycling and construction material industries leverage the vibrating feeder conveyor for its ability to handle unpredictable and heterogeneous loads. From processing construction demolition debris to sorting and feeding recycled concrete, asphalt, and metals, this equipment provides a steady, consistent flow that is essential for efficient sorting and size reduction. Henan Zhongyu Dingli Intelligent Equipment engineers solutions with adjustable vibration intensity and deck configurations to manage everything from lightweight scraps to heavy rubble. This capability allows recycling facilities and construction sites to transform waste streams into valuable secondary raw materials, enhancing both profitability and environmental sustainability through automated, efficient material handling.
For food, pharmaceutical, and chemical processing, precision and hygiene are paramount. Here, vibrating feeder conveyors play a pivotal role in gently transporting granules, powders, pellets, and packaged goods through various stages of production, including sorting, washing, inspection, and packaging. Henan Zhongyu Dingli Intelligent Equipment meets these stringent requirements by manufacturing units with easy-clean, sanitary designs, often utilizing stainless steel construction and enclosed troughs. The gentle vibratory motion ensures product integrity is maintained without degradation, making their equipment a trusted component in automated production lines where precise dosing, contamination control, and gentle handling are non-negotiable for final product quality and regulatory compliance.