Hur Sandtillverkningsmaskiner Forma högkvalitativ tillverkad sand
VSI-sandtillverkningsmaskiner: Precisionspartikelformning och kontroll av kornfördelning för premiumsand
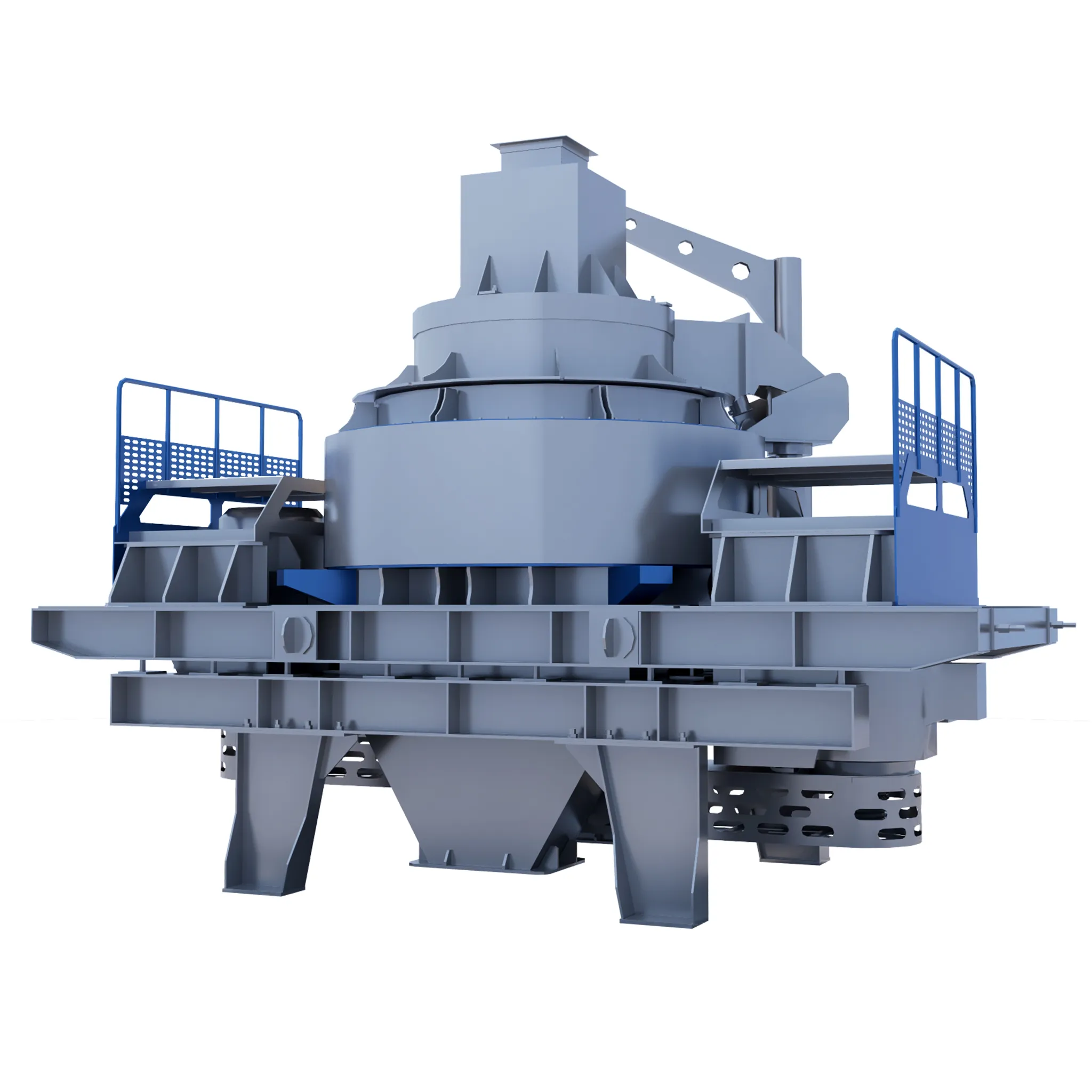
VSI Sandtillverkningsmaskiner , även kända som vertikala shaft-impact-maskiner, använder sig av centrifugalkraft i kombination med sten-på-sten-verkan för att skapa dessa fina, kubformade partiklar med minimal flakighet. Dessa egenskaper är särskilt viktiga för att uppnå goda resultat i betongblandningar och för att kompaktera asfalt på rätt sätt. Driftoperatörer kan justera parametrar såsom rotorns varvtal och hur materialen faller ner inuti maskinen för att få exakt den önskade mängden finkornigt material under 75 mikrometer, samtidigt som alla krav i ASTM C33-specifikationerna uppfylls. Modern VSI-utrustning är idag utrustad med övervakningssystem som i realtid följer vad som sker inuti maskinen. Enligt data från National Ready Mixed Concrete Association, publicerad förra året, minskar denna typ av övervakning onödig bearbetning med cirka 18 % jämfört med äldre metoder. Slutresultatet? Ingen mer oregelbundna kornformer som påverkar konstruktionens strukturella integritet – vilket är anledningen till att ingenjörer på byggarbetsplatser föredrar VSI-teknik för kritiska projekt, såsom brobyggnad och grunden för höga byggnader, där kvalitet är av största betydelse.
HSI vs VSI: Jämförelse av partikelvinkel, fuktighetstolerans och energieffektivitet i Sandtillverkningsmaskin Prestanda
När man väljer krossningsteknik leder tre sammankopplade prestandadimensioner beslutsfattandet:
| Parameter | HSI-krossar | VSI-krossar |
|---|---|---|
| Partikelvinkel | Måttlig sfäriskhet | Utmärkt kubisk formning |
| Fukt tolerans | Högre (upp till 6 % innehåll) | Lägre (kräver < 4 %) |
| Energieffektivitet | 22–27 kWh/ton | 18–23 kWh/ton |
HSI-krossar hanterar fuktiga insatsmaterial ganska bra, även om de skapar mer förlängda kornformer jämfört med andra alternativ. VSI-enheterna ger mycket bättre vinklade partiklar med färre fina partiklar i blandningen och sparar dessutom cirka 15–20 procent på energikostnaderna vid bearbetning av hård bergart. Därför väljer många operatörer HSI-uppställningar i områden med hög luftfuktighet, där kontroll av fukthalten i insatsmaterialet blir en verklig utmaning. Samtidigt har VSI-tekniken blivit standardutrustning för framställning av betongsand av högsta kvalitet, eftersom just partikelns form gör all skillnad för hur stark och slitstark den slutliga produkten blir. Att testa olika råmaterial innan produktionen påbörjas är absolut avgörande arbete. Kristallin bergart beter sig helt annorlunda än vanlig kalksten eller gamla flodgrusavlagringar, så valet av rätt krosstyp beror verkligen på vilken bergart vi arbetar med och exakt vad den färdiga produkten ska uppnå.
Att välja rätt sandtillverkningsmaskin för dina produktionskrav

Anpassa maskintypen till råmaterialets egenskaper (hårdhet, fukthalt, inmatningsstorlek)
Vilka råmaterial vi arbetar med spelar verkligen en avgörande roll vid valet av rätt sandtillverkningsmaskin. Ta till exempel de hårda, skrovliga bergarten granit, som har en hårdhet på över 6 på Mohs skala. Dessa material fungerar bäst med VSI-krossar eftersom de krossar bergarten mot sig själv, vilket ger vackra, enhetliga kubformade partiklar och minskar slitage. Å andra sidan stöter HSI-krossar på problem om fodermaterialet innehåller mer än 5 % fukt, eftersom deras öppna rotorkonstruktion lätt blässas igen. Storlek spelar också en roll. VSI-maskiner hanterar ganska bra mindre material under 50 mm, medan HSI-maskiner kan ta större stycken upp till 150 mm utan att kräva förskärning i förväg. När operatörer kombinerar felaktig utrustning med vissa material kan det leda till en ökning av underhållskostnaderna för fodringar och rotorblad med cirka 40 %. Denna slutsats bygger på nyligen publicerade studier inom aggregatbearbetning från förra året.
Balansering av kapacitet, finhetsmodul och kontroll av partikelform vid utrustningsval
Att välja rätt utrustning innebär att balansera flera faktorer, inklusive hur mycket material som behöver bearbetas, noggrannheten i partikelfördelningen (ofta mätt genom finhetsmodul eller FM) och bibehållande av god partikelformkvalitet. Vid högvolymsbetongsandoperationer över 150 ton per timme använder man vanligtvis VSI-krossar, vilka kan uppnå FM-värden runt 2,6–3,0 samtidigt som fläckformade partiklar hålls under 10 %. Detta uppfyller de krav som de flesta specifikationer ställer för strukturella betongtillämpningar. I situationer där kantiga partiklar är avgörande, till exempel vid asfaltbottenlager, ger HSI-krossar bättre kantegenskaper, även om de som kompromiss skapar fler finkorniga partiklar. Energibilden ser också annorlunda ut. Enligt senaste mineralbearbetningsdata från 2024 använder VSI-system faktiskt cirka 15–20 procent mindre el per ton vid framställning av korrekt gradierad sand. Om strikta toleranser krävs – till exempel en FM-variation på högst ±0,2 eller flakighet under 8 % – bör man gå bortom endast de angivna kapacitetsvärdena. Maskiner som är utrustade med realtidsåterkopplingssystem och har ett beprövat register av konsekvent partikelform tenderar att prestera bättre i dessa krävande scenarier.
Integrering av sandtillverkningsmaskiner i slut-till-slut-system för tillverkad sand
Optimering av layouten med primära krossar, siktning och tvätt för konsekvent kornfördelning och hantering av finmaterial
Att uppnå bra resultat i hela systemet börjar med hur allt är ordnat på rätt sätt. Primärkrossar tar hand om att krossa det råa bergarten från gruvan till en storlek som fungerar väl med sandgörningsmaskinen, vilket hjälper till att förhindra överbelastningsproblem och håller nivån av impaktnärgi stabil under drift. Efter att sandgörningsmaskinen har utfört sitt arbete följer screening omedelbart för att fånga de större partiklarna som behöver återföras till krossningen. Denna konfiguration förhindrar onödig överkrossning samtidigt som den önskade kornfördelningen bibehålls. Därefter kommer tvätten, där vi avlägsnar alla partiklar som är mindre än cirka 75 mikrometer. Detta steg är mycket viktigt eftersom det påverkar hur hårt slutgiltiga betongen blir och hur snabbt den härdas. Idag är många tvättanläggningar utrustade med inbyggda fuktgivare samt justerbara avvattningshastigheter, så att operatörer kan spara vatten utan att påverka kornfördelningen negativt. När anläggningar utformar sina processer för att vara kompakta och integrerade minskar antalet platser där material måste transporteras mellan olika utrustning. Denna strategi skyddar faktiskt partikelns form bättre och minskar de extra hanteringskostnader som drar ner på vinstmarginalen. Anläggningar som lyckas hålla variationen i finhetsmodulen under 15 % slösar i genomsnitt cirka 30 % mindre material, samt ser verkliga förbättringar i hur motståndskraftig deras betong är mot vattentäthet och i allmänhet håller längre innan reparationer krävs.
Vanliga frågor
Vad är skillnaden mellan HSI- och VSI-krossar?
HSI-krossar är lämpliga för fuktiga material och ger en måttlig sfärisk form, medan VSI-krossar ger överlägsen kubisk formning med lägre tolerans för fuktighet men högre energieffektivitet.
Varför är partikelformen viktig vid sandproduktion?
Partikelformen påverkar hållfastheten och slitstarkheten hos det slutliga produkten, vilket påverkar strukturell integritet i kritiska projekt som broar och byggnader.
Hur påverkar materialhårdhet maskinvalet?
Materialhårdhet påverkar valet av sandtillverkningsmaskin; hårdare material som granit föredrar VSI-krossar, medan material med högre fuktinnehåll kanske kräver HSI-krossar.
Vad är VSI-sandtillverkningsmaskiner?
VSI sandtillverkningsmaskin är vertikala axelns påverkansmaskiner som används för formning och styrning av partikelstorleken hos sand, och som producerar kubformade partiklar med minimal flakighet, idealiska för betong och asfalt.